Как нарезать внутреннюю резьбу фрезами на станке с ЧПУ
Плавное врезание фрезы имеет большое значение
для профилактики вибрации и улучшения стойкости инструмента.

Уменьшив расстояние между рабочей частью фрезы
и хвостовиком, вы можете нарезать более глубокую резьбу в два захода, чем при
обычном фрезеровании. При программировании учитывайте, что после первого
прохода нужно переустановить инструмент в положение Z на соответствующее
количество шагов.
Получение
наружной резьбы на станке
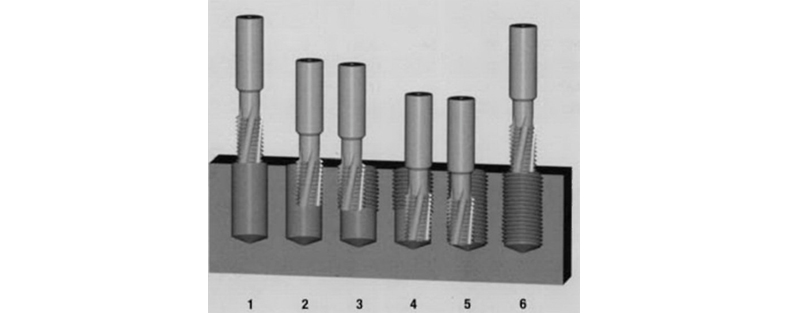
Некоторыми резьбофрезами можно производить не
только внутреннюю резьбу, но и наружную. В этом случае стратегия будет такая:

Практические
советы
1.
Обратите внимание, что резьбовые
фрезы формируют резьбу с немного искаженным профилем. На процент искажения
влияет соотношение диаметра резьбы и рабочего диаметра инструмента и шаг
резьбы. Поэтому для исключения отклонения от профиля резьбы рекомендуется
использовать фрезу, диаметр которой не превышает 70% от
диаметра отверстия.
2.
Удаление припуска за несколько
проходов значительно упрощает обработку резьбы с крупным шагом и снижает риск
поломки инструмента при работе с твердыми и труднообрабатываемыми материалами.
3.
Нарезание резьбы в несколько
проходов также рекомендуется при допусках с высокими требованиями и при больших
вылетах фрезы.
4.
При финишной обработке нержавеющей
стали, алюминия и жаропрочных сплавов, чугуна возможно использование СОЖ. В
остальных случаях лучше применение сжатого воздуха для эвакуации стружки.
5.
Используйте жесткие держатели
инструмента. Во время обработки резьбовые фрезы испытывают радиальное боковое
давление и должны быть надежно закреплены в оправках. Рекомендуется
использовать силовые, гидравлические и термозажимные фрезерные патроны, оправки
для концевых фрез.
6.
Цанги ER не рекомендуется
использовать для зажима концевых резьбофрез, выбирайте подходящие для вашего
патрона усиленные
цанги (SC, EOC, OZ и т.п.).