Как нарезать внутреннюю и наружную резьбу монолитными резьбофрезами.
Особенности получения резьбы
Нарезание резьбы
цельными твердосплавными фрезами имеет свои нюансы:
·
Профиль резьбы формируется
благодаря круговому врезанию вращающейся фрезы.
·
Шаг резьбы – это величина линейного
перемещения фрезы за один проход.
·
Для получения нужного качества
резьбы учитывайте подачу на зуб. Рекомендуется выставлять до 0,15 миллиметра на
один зуб.
·
Витки резьбы получаются путем
перемещения на один шаг подачи на оборот в осевом направлении, с одновременным
движением инструмента по спиральной интерполяции.
·
Врезание и отвод фрезы из материала
должны быть постепенными и соответствующее значение подачи имеет важное
значение для минимизации вибрации.
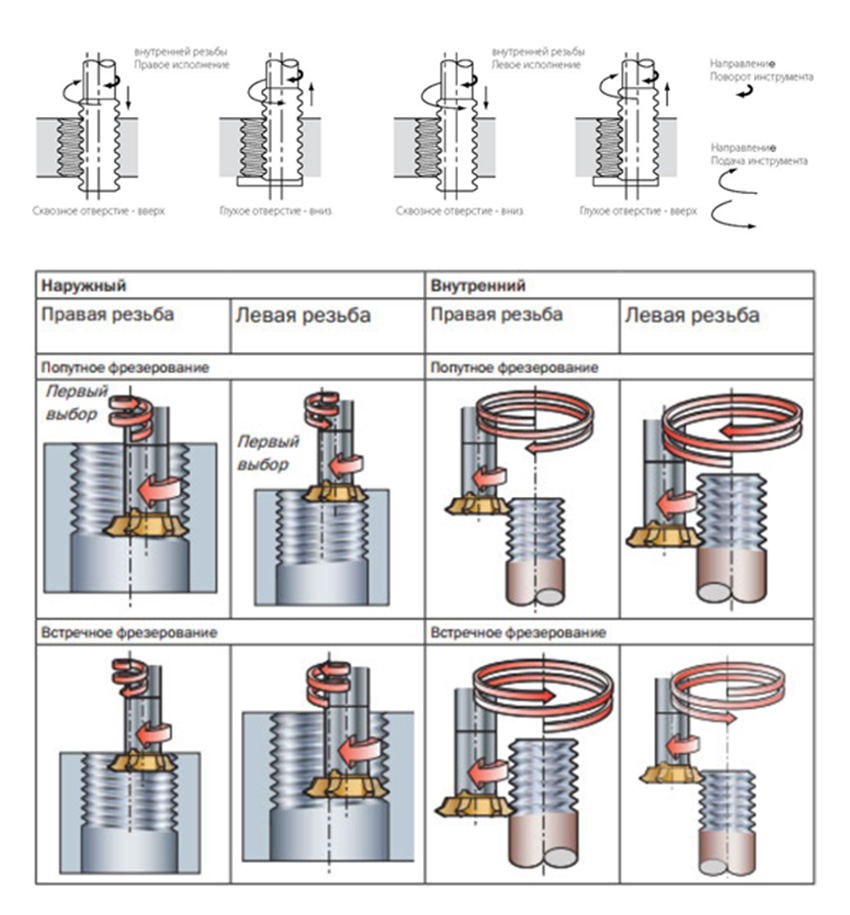
На рисунках ниже показано, как
просто изменяя направление вращения, и/или подачу можно получить
внутреннюю/наружную, правую/левую резьбу:
Процесс
резьбофрезерования
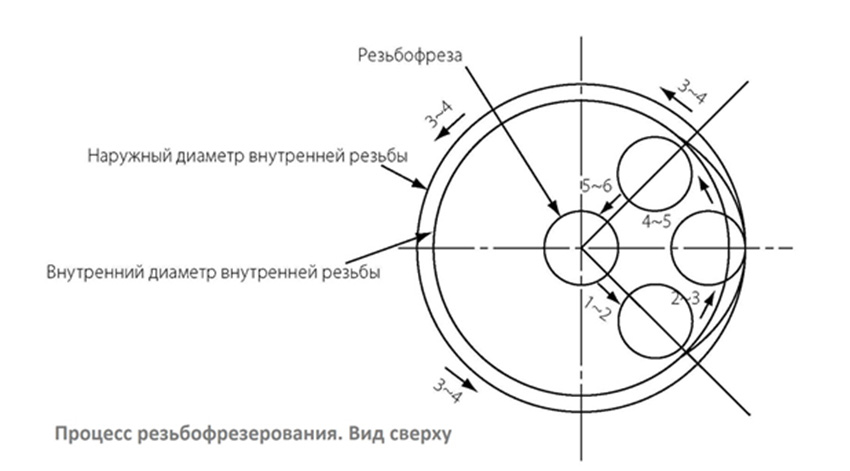
1-2 Движение к краю (на расстоянии
от торца)
2-3 Врезание фрезы по винтовой
интерполяции
3-4 Фрезерование по образующей
цилиндра
4-5 Отход от края
5-6 Вывод инструмента
Получение внутренней резьбы на станке с ЧПУ

Способы обработки резьбы могут быть
различными, для сокращения радиальных сил, действующих на фрезу, рекомендуем
использовать вместо осевой стратегии радиальную подачу.
При осевой стратегии необходимо учитывать, что
резьбофреза всегда смещается кратно шагу резьбы.
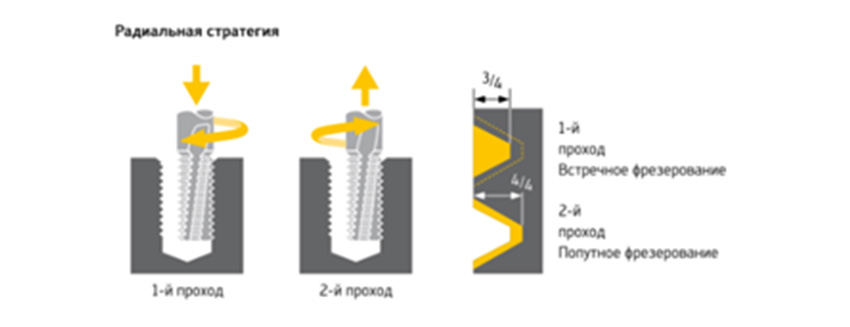
Радиальная подача
Преимущества этой стратегии:
·
Возможно получение глубокой резьбы.
·
Снижается риск поломки фрезы.
·
Фрезерование резьбы возможно при
относительно нежёстком закреплении обрабатываемой детали.
·
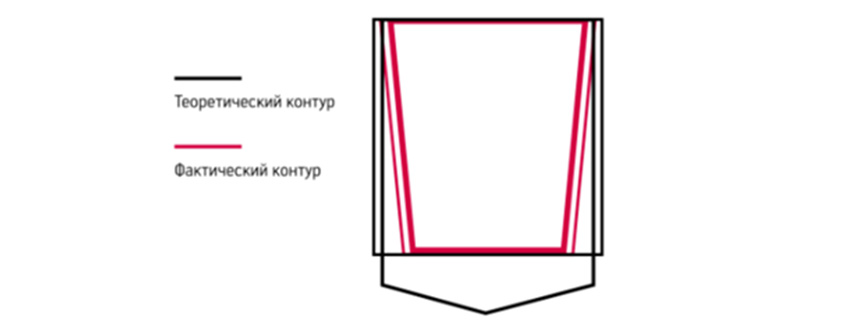
Отсутствует конусность резьбы.
Минусы радиальной подачи:
·
Увеличивается износ инструмента.
·
Снижается производительность
инструмента (соответственно увеличивается машинное время).
Поэтому, чтобы снизить физические
факторы, в конструкции резьбовых фрез предусмотрена малая конусность. При
тяжелых условиях обработки иногда требуется применение дополнительных мер
профилактики (на выбор):
1.
Делайте несколько радиальных
проходов.
2.
Выполняйте все радиальные проходы в
противоположном направлении.
3.
В конце обработки выполните
холостой проход без радиального перемещения.