Внутреннее точение
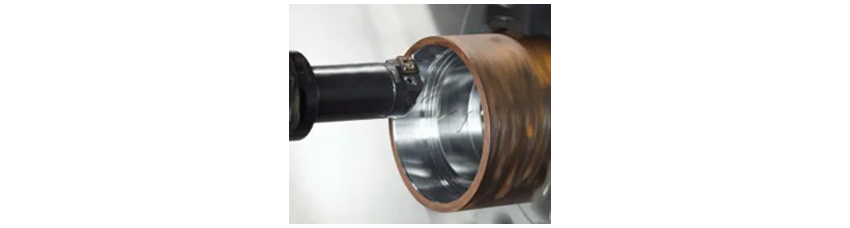
При внутреннем точении (растачивании)
обрабатывается внутренний диаметр заготовки. Большие вылеты и затруднённая
эвакуация стружки – вот две основные проблемы, возникающие при внутренней
токарной обработке. Большие вылеты могут вызвать сложности, связанные как с
отжатием инструмента, так и с вибрацией. Вибрация и затруднённая эвакуация
стружки могут привести к поломке инструмента. Сложности с эвакуацией стружки
также могут стать причиной неудовлетворительного качества обработанной поверхности.
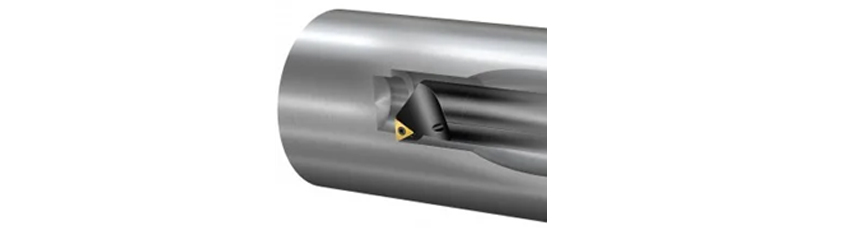
 Базовыми операциями внутренней токарной обработки
являются продольное точение (1) и профильное точение (2).
Базовыми операциями внутренней токарной обработки
являются продольное точение (1) и профильное точение (2).
Продольное точение
Выбор подходящего инструмента для данной операции, его правильное
применение и закрепление – всё это влияет на минимизацию отклонения инструмента
и вибрации.
Форма пластины
При
растачивании целесообразно использовать пластины с задними углами, так как они
обеспечивают более низкие силы резания по сравнению с пластинами без задних
углов. Маленький угол при вершине, как и маленький радиус при вершине, также
способствует уменьшению сил резания.
Главный угол в плане
Главный угол в
плане влияет на направление и величину осевой и радиальной составляющих силы
резания. Большой главный угол в плане даёт при резании значительные осевые
силы, а малый главный угол в плане – значительные радиальные силы.
Рекомендуется главный угол в плане около 90° и не менее 75°.
Державка
Если в
обрабатываемой детали имеется уступ, выбирайте инструмент с главным углом в
плане 91–95°. Рекомендуется использовать треугольную пластину или пластину формы
D (55°).
Если требуется
более прочная кромка, то выбирайте пластину формы С (80°).
Если
обрабатывать уступы не требуется, а условия стабильны, то производительность
можно повысить, выбрав квадратную пластину и главный угол в плане 75°.

