Стойкость инструмента при точении
Три основных параметра, учитываемых при точении, – скорость резания, глубина резания и подача. Каждый из них влияет на стойкость токарного инструмента:
● Уменьшение скорости резания, vc (для уменьшения нагрева)
● Оптимизация подачи, fn (для сокращения длительности резания)
● Оптимизация глубины резания, ap (для сокращения числа проходов)
Скорость резания, vc
Слишком низкая скорость резания
● Наростообразование на режущей кромке
● Затупление кромки
● Низкая эффективность
● Неудовлетворительное качество обработанной поверхности
Слишком высокая скорость резания
● Быстрый износ по задней поверхности
● Низкое качество чистовой обработки
● Быстрое лункообразование
● Пластическая деформация

Скорость резанияvc оказывает сильное влияние на стойкость инструмента. Корректируйте vc для наилучшей экономии.(Стойкость инструмента по оси Y)
Подача (fn)
Слишком низкая
● "Игольчатая" стружка
● Быстрый износ по задней поверхности
● Наростообразование на режущей кромке
● Низкая эффективность
Слишком высокая
● Хуже контроль над стружкодроблением
● Неудовлетворительное качество обработанной поверхности
● Лункообразование/пластическая деформация
● Высокое энергопотребление
● Приваривание стружки
● Повреждение стружкой

Подача, fn, оказывает меньшее влияние на стойкость инструмента, чем vc.
(Стойкость инструмента по оси Y)
Глубина резания, ap
Слишком малая глубина резания
● Хуже контроль над стружкодроблением
● Вибрация
● Чрезмерный нагрев
● Низкая эффективность
Слишком большая глубина резания
● Высокое энергопотребление
● Поломка пластины
● Повышенные силы резания

Глубина резания, ap, оказывает небольшой эффект на стойкость инструмента.
(Стойкость инструмента по оси Y)
Обслуживание инструмента
Правильная организация обслуживания инструмента в цеху позволит повысить стойкость токарного инструмента, сэкономить деньги и предотвратить множество проблем.
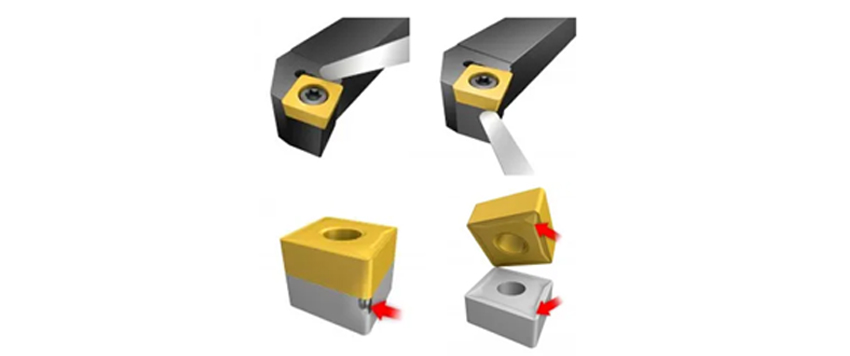
Проверка посадочного гнезда пластины
Важно, чтобы посадочное гнездо не повредилось при обработке или замене пластины.
Проверьте инструмент:
● Увеличение размера гнезда из-за износа. Пластина устанавливается ненадлежащим образом. Используйте проставку толщиной 0,02 мм для проверки зазоров.
● В углах между опорной пластиной и дном посадочного гнезда не допускаются зазоры
● Повреждение опорной пластины. Не допускается выкрашивание углов опорной пластины со стороны рабочей зоны кромки режущей пластины
● Износ опорной пластины в результате стружкодробления и/или вмятины от режущей пластины
Очистка посадочного гнезда пластины
Убедитесь, что гнездо пластины не засорено пылью или металлической стружкой. При необходимости очистите посадочное гнездо сжатым воздухом. При использовании расточных оправок с резцовыми головками также важно проверять и чистить соединение между головкой и оправкой при замене режущей головки.
Динамометрический ключ
Для получения максимальной эффективности от каждой державки с закреплением пластины винтом и для затяжки пластины с правильным усилием следует использовать динамометрический ключ. Соблюдайте рекомендуемый момент затяжки для каждой державки.
● Слишком большой момент затяжки негативно влияет на эффективность инструмента и ведёт к поломке пластины и винтов
● Слишком маленький момент затяжки вызывает смещение пластины, вибрации и ухудшает качество обработки

Зажимные винты
Всегда используйте динамометрический ключ для обеспечения правильной затяжки винтов. Во избежание заклинивания винта нанесите на него достаточное количество смазки. По мере необходимости наносите смазку не только на резьбу винтов, но также и на тыльную поверхность головки винта. Заменяйте изношенные или повреждённые винты.


